





Гибочный станок HR4W2014 4-валковый гидравлический
- Под заказ
 Отправка с 19 сентября 2026
Отправка с 19 сентября 2026Цену уточняйте
- +380 (98) 656-44-32менеджер
- +380 (98) 656-44-32менеджер
Описание станка
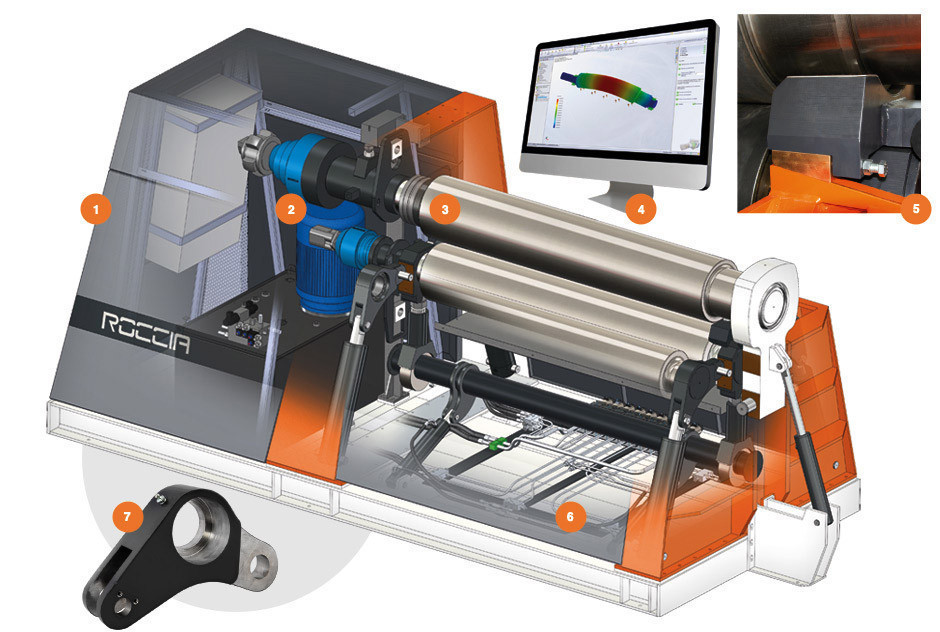
4-х валковые гидравлические гибочные станки серии HR4W ― самые передовые и точные в области гибки листового металла. Два валка с гидравлическим приводом и системой регулирования давления прижима обеспечивают безупречный ход листа. Будучи очень простым в обслуживании, данные станки являются самыми надежными и быстрыми среди представленных сегодня на мировом рынке машин подобного типа.
На 4-валковых станках лист прижат и закреплен между верхним и нижним валком, что исключает его скольжение во время работы (на 3-валковых станках лист поддерживается одним из боковых валков и всегда существует возможность проскальзывания). Обеспечивается простое и точное выравнивание листа; после прижима необходимо лишь поднять противоположный валок и произвести вращение до упора листа: происходит точное выравнивание листа и необходимый прижим.
Станки выпускаются с валками длиной от 1 до 7 м и более и позволяют производить гибку листов толщиной от 1 мм до 240 мм. Станки дополнительно оснащаются вспомогательными устройствами для подачи и поддержки листов, системой гибки конусов, цифровой индикацией положения валков. Станки позволяют производить горячую гибку, а также выполнять гибку сортового проката.

Низкоэффективная система (редукторы, бронзовые вкладыши подшипников скольжения, ременные передачи, карданы, прямолинейные направляющие) заменена новыми высокоэффективными конструктивными решениями: гидравлическими планетарным приводом, напрямую, через шлицевое соединение, соединенным с валком, качающимися направляющими и самоустанавливающимися двойными подшипниками качения с коническими роликами, что устраняет зазоры и трение, которые приводят к потере энергии.
Высокотехнологичная конструкция для гибочных валков, которая не требует никакого технического обслуживания или смазки за весь срок эксплуатации машины. Каждый подшипник полностью заполнен смазкой и герметически изолирован и практически не изнашивается. В старых моделях необходимо было смазывать много узлов машины, точка за точкой, что отнимало много времени. Система централизованной смазки всей машины имела свои недостатки – так, при сжатии трубы для подачи масла, или дефектов при сборке, а также засорения трубопровода, машина могла выйти из строя.
Эти энергосберегающие технологии соответствуют международным нормам высокого коэффициента полезного действия (КПД).
Эти конструктивные решения являются вершиной современной техники и позволяют значительно снизить потери энергии при передаче усилия от электродвигателя к гибочным валка.
СТАНДАРТНОЕ ИСПОЛНЕНИЕ:
- Высокопрочный стальной корпус машины
- Бесступенчатая регулировка скорости (две скорости на станках с ручным управлением)
- Механическое усиление параллельности валов (используются торсионные траверсы для боковых валков) за счёт этого, во-первых: снижается потребляемая мощность машины и увеличивается механическая мощность, а во-вторых: снижается погрешность при изготовлении деталей вследствие более точной настройки параллельности.
- Боковые валы движутся по круговой траектории, что позволяет снизить энергозатраты при гибке, а также уменьшает спрямленный участок на концах детали, дает возможность получить меньший внутренний диаметр (Ømin=Øверхнего вала x 1,1).
- Компактная гидравлическая система с комплектующими известных марок
- Электрическая система с защитой от перегрузки электромотора
- Передвижной пульт управления (на машинах с ручным управлением стационарный)
- Кнопка аварийной остановки машины
- Гидравлическая защита от случайных перегрузок (контроль максимального давления)
Минимальный возможный диаметр гибки зависит от нескольких факторов, таких как:

- Толщина листа;
- Материал листа;
- Диаметр верхнего валка;
Диаметр верхнего валка станка влияет на минимальный диаметр гибки, так как невозможно получить диаметр, который был бы меньше диаметра верхнего валка.
Боковые валки перемещаются максимально близко к центру верхнего валка, за счёт чего обеспечивается наименьший внутренний диаметр готового изделия К=1,1 к диаметру верхнего валка ( у станков с линейными направляющими К=1,3-1,5). Прямолинейный участок сокращается до 1,5-2,0 толщины материала (на станках с линейными направляющими прямолинейный участок составляет 3,0-5,0 толщины материала).
ТЕХНИЧЕСКИЕ И КОНСТРУКЦИОННЫЕ ОСОБЕННОСТИ
Валки устанавливаются на подшипниках с высокой допускаемой динамической нагрузкой, что обеспечивает минимальное трение и равномерное вращение валков при работе станка как при минимальной, так и при максимальной нагрузке. Для обеспечения постоянной смазки и защиты от внешних загрязнений подшипники установлены в водонепроницаемом корпусе с консистентной смазкой на весь срок службы. Гидравлические приводы всех валков сдвоены с планетарными редукторами. Поскольку планетарные редукторы установлены непосредственно на валках, не происходит потери мощности. Мощные торсионные валы обеспечивают абсолютную параллельность валков. Использование торсионных валов и комплекса гидравлических устройств создают уникальную систему, обеспечивающую высочайший уровень точности и производственную гибкость
Новые планетарные качающиеся направляющие: контактируют с верхним валком в более высокой точке, оптимальный угол, автокомпенсация. Меньший выталкивающий эффект под верхним валком; меньше деформация.
Плотный зажим листа со значительным усилием на большой длине, при этом снижается обратное пружинение обечайки. Нет потери мощности при движении бокового валка, как в станках с направляющими скольжения. Поэтому при меньшей паспортной мощности станка, гибочные возможности гораздо выше.
ПРИНЦИП РАБОТЫ
На рисунке слева машина в классическом исполнении с линейными направляющими, на рисунке справа машина производства ROCCIA srl. В первую очередь мы замечаем, что конструкция ROCCIA srl выглядит значительно сложнее и кажется стоимость ее должна быть выше, чем у машины в простом исполнении.
|
|
|



Торсионна балка ROCCIA srl – основана на массивных круглых балках, которые соединены механически с двумя гидравлическими поршнями боковых валов слева направо. Два поршня становятся фактически одним целым, поскольку твердо связаны посредством торсионной балки. Сжатие масла здесь не имеет значения, потому что степень сжатия это всегда результат суммы сжатия в обоих поршнях, т.е. масло в обоих поршнях сжимается симметрично. Из-за рычага, созданного направляющими вала, можно установить меньшие поршни и меть тот же самый эффект, но с большим преимуществом из-за меньшего пути масла и меньшего сжатия. Это доказано практикой, как самая точная и надежная система во всем мире, кроме того, она не требует никакой подстройки или регулирования в течение всего времени эксплуатации.
У системы ROCCIA srl вместо этого есть направляющие, качающиеся вокруг центра, установленные посредством подшипников. Система работает в течении многих лет без потери точности. Соединения со штифтами и подшипниками хорошо известны и используются во всем мире, вот почему мы можем твердо гарантировать, что машинная точность будет постоянной.
Параллельность гибочных валков обеспечивается тяжелыми торсионными валиками, работающими совместно с системой клапанов, управляющей потоком масла. Данная система обеспечивает полную и стабильную параллельность без необходимости в перенастройке

Благодаря применению мощных торсионных валов компания добилась абсолютно параллельного перемещения валков при гибке, что гарантирует высокую точность гибки, необходимую для последующей точной сварки, и ее сохранение в течение длительного периода в отличие от схем гидравлического либо электронного управления, применяемых конкурентами.
Параллельность нижнего вала.
Система основана на том, что вал установлен на двух эксцентриковых колесах, управляемых торсионной балкой. Эксцентрик не реверсивный, таким образом, нет никакого пути, для сжатия при нагрузке и тем самым достигается стабильная устойчивость нижнего вала. Вот почему мы можем гарантировать лучшую точность, даже когда машина нагружена до предела.
ГЕОМЕТРИЯ ДВИЖЕНИЯ

Что бы до
| Основные | |
|---|---|
| Производитель | Roccia |
| Страна производитель | Италия |
| Дополнительный сервис | Сервисное обслуживание, Установка, Обучение |
| Состояние | Новое |
| Дополнительные параметры | |
| Тип привода станка | гидравлический |
- Цена: Цену уточняйте