





Профилегибочный станок ROCCIA SR 140
- Под заказ
 Отправка с 26 августа 2026
Отправка с 26 августа 2026Цену уточняйте
- +380 (98) 656-44-32менеджер

- +380 (98) 656-44-32менеджер
-
Описание станка
Основные правила гибки
Станок может выполнять гибку профилей как справа, так и слева, как удобно оператору.
При гибке спирали получить точно заданный диаметр возможно не всегда, на это влияют различные технические причины, в том числе толщина, прочность материала. Однако оптимальные результаты можно получить, следуя следующим рекомендациям:Для гибки прутка установить цилиндры таким образом, чтобы валки стояли в нулевом положении. Таким образом, без гибки образуется замкнутый профиль между валками, расстояние между валками должно быть одинаковое. Установите “поднимающий валок” цилиндр в положение, достаточное для получения требуемого радиуса (для гибки за один проход). Согните профиль, проверьте при помощи шаблона, если радиус большой, снова установите цилиндр и повторите проверку. Эту операцию необходимо повторять на прямом прутке до получения требуемого диаметра за один проход. Установка следующих прутков при большом радиусе выполняется при нахождении валков в положении гибки (в рабочем положении). Таким образом валки могут выполнять подгибку профиля. Если радиус маленький, установите валок, вставьте пруток и двигайте валок вперед до получения правильного положения, определенного заранее.
a. Установить валки таким образом, чтобы получить диаметр спирали на 3-4% меньше требуемого диаметра;
b. При помощи корректирующих валков увеличить диаметр до требуемого размера, таким образом получив необходимый результат. Получение отдельных колец
Получение отдельных колец
Отрезать профиль по размеру (диаметр x 3,14) рассчитанному по нейтральной линии диаметра, прибавить 2 длины спрямленных участков, начать гибку за несколько приемов, пока 2 конца не пересекутся, отрезать 2 спрямленных участка, продолжить гибку за несколько приемов, пока не получится целое кольцо.
Получение спирали с витками
Когда конец профиля возвращается к валкам, остановите станок и при помощи рычага поднимите начало заходного витка к передней части валков и продолжите гибку до получения необходимого профиля (в подобных случаях эффективность гибки снижается на 40%).
Получение спирали с шагом
Продвигайте корректоры выходной стороны до получения требуемого шага. При гибке труб рекомендуется заменить корректирующий валок. При гибке большого и тонкого профиля в пределах радиуса будет наблюдаться постоянная волнистость, которая возникает в результате зазора между профилем и валком. Для решения данной проблемы закройте запорное кольцо валка (в подобных случаях эффективность гибки снижается на 40%).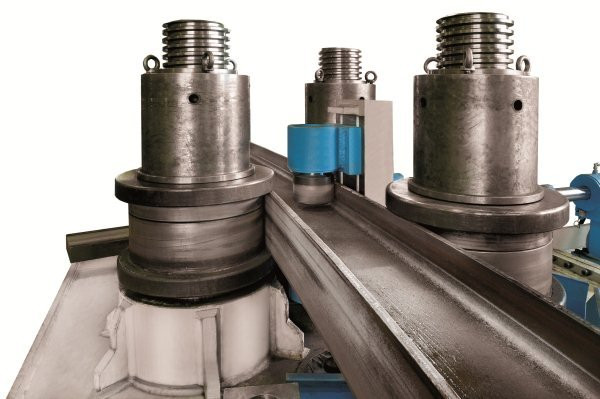 Гибка профиля
Гибка профиля
На профилегибочных станках с тремя валками при гибке крупных профилей часто бывает сложно получить постоянные радиусы. Это происходит из-за различной периферийной скорости между внутренним и внешним диаметром кольца. Несмотря на большую скорость наружных валков, механическая настройка станка не может обеспечить равномерность перемещения профиля из-за большого количества возможных диаметров. Для предотвращения данной проблемы необходимо установить устройство ограничения крутящего момента на центральном валке. Возможна также установка компенсационного клапана в гидравлическую систему, что может отрегулировать скорость центрального валка и скорость наружных валков, независимо от радиуса гибки.
Комплектующие части станка
1.Планетарный привод BREVINI, DINAMIC OIL (Италия);
2.Гидравлические двигатели SAI, INTERMOT (Италия);
3.Гидравлические клапана ARON, DUPLOMATIC (Италия);
4.Электрические части TELEMECANIQUE (Франция);
5.Подшипники SKF, FAG, RKB, (Германия, Италия);
6.Закаленные валы LUCCHINI, FMA, NUOVA OFAR, VIENNA (Италия).
Встроенный компьютер относится к промышленному типу и обладает сенсорным экраном с защитным стеклом IP55, которое предохраняет его от пыли и влаги. Управляющие клавиши расположены в соответствии с логикой использования ПО. Клавиши, которые оператор использует чаще всего, расположены наиболее эргономичным образом. Инженерная служба компании MG, по вашему запросу может изменить систему под ваши производственные нужды.
Система NC запускается автоматически при включении станка – сначала стартует используемая операционная система, затем NC управление.
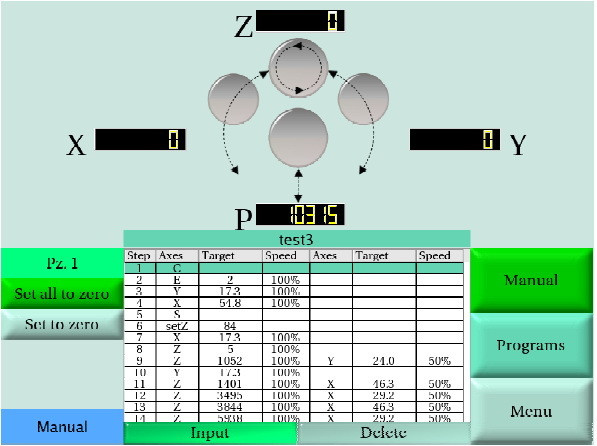
Спустя несколько секунд после включения система уже готова к работе, на экране отображается стартовое окно.
Данное окно в режиме реального времени отображает все доступные оси (X, Y, Z и пр.). При использовании пульта управления для перемещения по осям в данном окне вы увидите меняющиеся цифры.
Значения отображаются в реальном времени вне зависимости от того, какой установлен режим работы (ручной или автоматический).
Положение боковых гибочных валков отображается как X и Y (X для левого валка, Y – для правого). Значение Z отображает вращение верхнего валка и соответственно, линейное перемещение (подача) материала, выраженное в миллиметрах.
В зависимости от наличия установленных опций в данном окне может отображаться больше осей. Окно ручного управления содержит клавиши для сброса положения различных осей. Нажатие вернет ось X axis на ноль. Соответственно для возврата осей Y и Z, используются клавиши и , и так далее. Нажатие клавиши открывает окно основного меню (MAIN MENU). - Считывание данных по трем осям: две оси - перемещение боковых валков, третья ось - программирование длины прокатки листа.
- Программирование вертикального или бокового поддерживающего суппорта.
- Самообучаемая система программирования.
- Программируемая откидная опора и функция схождения валков.
- Объем памяти 300 программ по 99 шагов каждая
- Интерфейс RS 232
- Поддержка через модем (по требованию)
- Программное обеспечение для передачи данных PC
-
Многоязыковой интерфейс, включая русский язык.
Открытая конфигурация с возможностью расширения и модернизации.
Количество сохраняемых программ практически не ограниченоКоличество кадров в программе практически не ограничено
Операционная система Linux
Материнская плата нового поколения, соответствующая стандартам Rohs
Встроенная графическая карта с аппаратной поддержкой 3D
Процессор Celeron Mobile 1.5 ГГц со сниженной температурой работы (наилучший вариант для работы в цеховых помещениях)
Память DIMM DDR 1 ГГц
Прямое подключение дисплея LVDS оставляет свободным порт VGA, который можно использовать для подключения внешнего монитора
Сенсорный экран соответствует стандартам RohsВычислительная мощность выросла в три раза по сравнению с предыдущими версиями
Передняя панель снабжена большим количеством портов ввода-вывода: 2 USB, 1 Serial, 1 Ethernet.
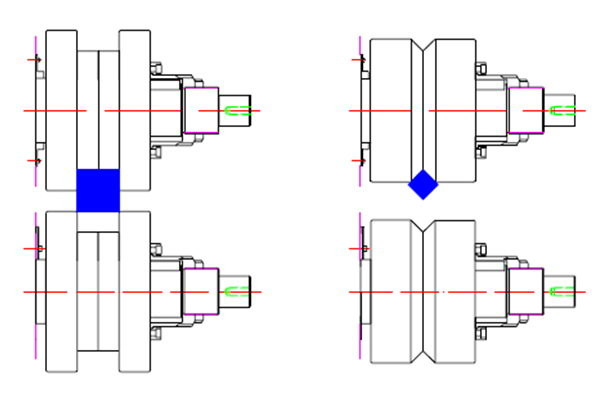
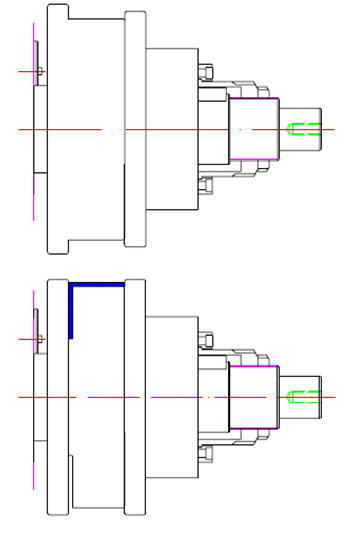
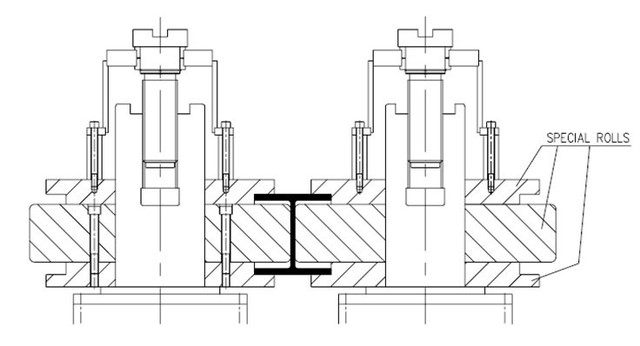
Система, предотвращающая скручивание при гибке U,H,I профилей
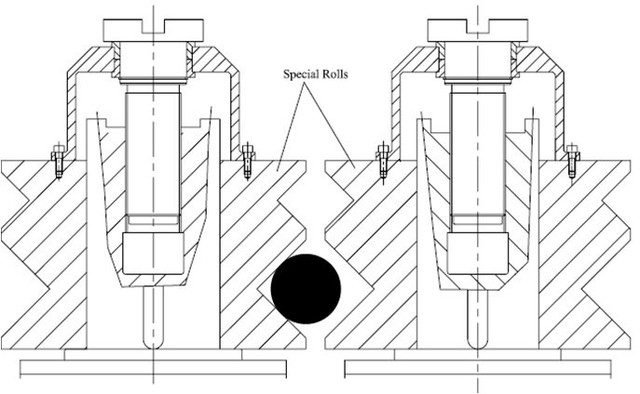
Система позволяет избежать деформации профиля (получение спирали). По запросу может быть укомплектована дополнительными ролики под нужный размер канала.Специальные ролики для гибки
Мы сделаем для вас специальные ролики под ваш профиль.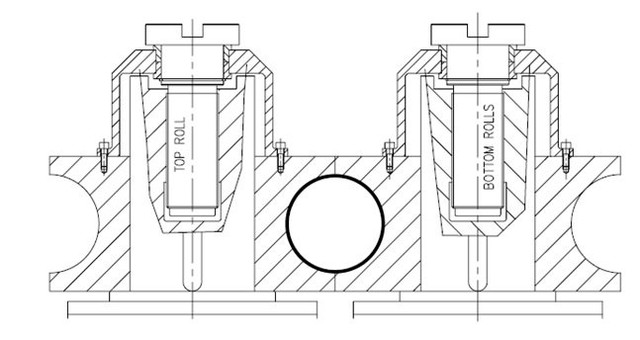
Стандартная комплектация:
- Высокопрочная стальная конструкция;
- Привод трех валов;
- Планетарное движение гибочных роликов за счёт гидравлики;
- Гидравлическое трехстороннее движение боковых направляющих;
- Валы индукционно закаленные;
- Защита от перегрузки;
- Передвижная панель управления на колесах;
- Набор универсальных роликов;
- Работа в вертикальном и горизонтальном положении;
- Инструкции на русском языке;
- Соответствие нормам СЕ.
Дополнительная комплектация:
- Устройство для измерения радиусов;
- Система охлаждения масла;
- Центральная поддержка 600 кг,1 300мм;
- Центральная поддержка 1 600 кг,2 300мм;
- Передняя поддержка для спиралей 6000 мм;
- Система предотвращающая скручивание при гибке U,H,I профилей;
- NC контроллер NEXUS touch screen;
- Система ЧПУ Touch Command EVO;
- Специальные ролики для гибки
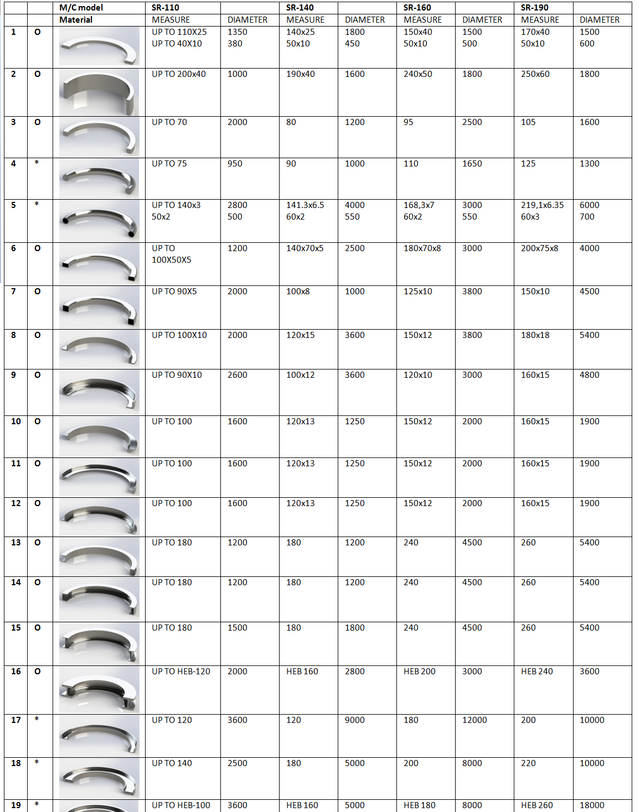
Технические характеристики
|
||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0 |
| Основные | |
|---|---|
| Производитель | Karnasch |
| Страна производитель | Германия |
| Дополнительный сервис | Сервисное обслуживание, Установка, Обучение |
| Состояние | Новое |
- Цена: Цену уточняйте