Патрони різьбонарізні та втулки для нарізання різьби
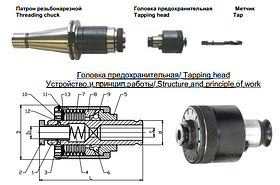
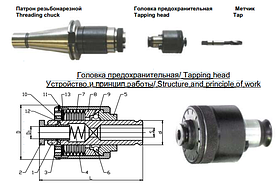
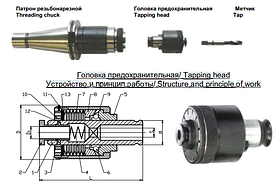
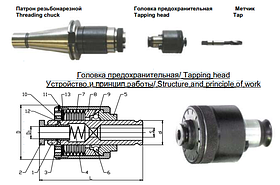
Патрони різьбонарізні з головками запобіжними/
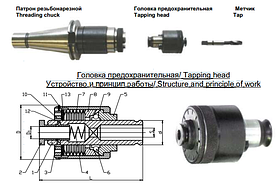
Threading chucks with tapping heads
Патрони різьбонарізні з головками запобіжними призначені для нарізування різних типів правої різьби
мітчиками. Застосовуються на свердлильних, фрезерних, токарних верстатах і верстатах типу обробний центр. Різьбонарізні патрони
мають механізми осьової компенсації, що дозволяють компенсувати різницю між подачею верстата і кроком мітчика, передбачений
механізм швидкої зміни головок запобіжних на інший діаметр мітчика.
Головка має вбудовану запобіжну кулькову муфту з механізмом регулювання переданого крутного моменту
для нарізування різьби в різних матеріалах, що дозволяє оберегти мітчики від поломки (при збільшенні моменту мітчик
зупиняється). Це найбільш доцільно і незамінне при нарізуванні різьб в глухих отворах, важкооброблюваних
матеріалах, при нарізуванні різьби з дрібним кроком. Головка має механізм швидкої зміни мітчика з надійною фіксацією в протягом
декількох секунд.

1 – корпус/corps; 2 – втулка/sleeve; 3 – кулі/кульки; 4 – пружина/spring; 5 – повідець/leash;
6 – кульки/balls; 7 – тарілчасті пружини/disc springs;8 – кільце/ring; 9 – гільза/bush;
10 – гайка/nut; 11 – кільце замкове/interlock ring; 12 – заглушка/cap; 13 – шайба/washer
- Мітчик встановлюється в квадратний отвір корпуса 1 і втулку 2.
- Затиск мітчика проводиться кульками 3 при переміщенні втулки 2 пружиною 4.
- Крутний момент до корпусу
1 від різьбонарізного патрона передається повідцем
5 через кульки 6, стиснуті кільцем
8 і тарілчастими пружинами
7 в лунки корпусу. Регулювання крутного моменту забезпечується зміною величини деформації тарілчастих пружин 7 при обертанні гайки 10.
Головка запобіжна поставляється з відрегульованим крутним моментом, що забезпечує нарізування зазначеної на голівці різьби в сталі 45, 153...203 HB по ГОСТ 1050-88.
Величина крутного моменту для інших сталей визначається експерементально і регулюється обертанням гайки 10, згідно паспорта виробу.
Порядок налаштування і роботи:
При нарізуванні різьби у сталях з механічними властивостями, що відрізняються від сталі 45, необхідно виконати наступне:
- розрахунковим або експерементальні методом (з допомогою динамометричного ключа) визначити момент різання Нм в даній стали необхідним мітчиком.
- зняти замкове кільце і провести настройку крутного моменту обертанням гайки за годинниковою стрілкою для збільшення крутного моменту. Контроль головки на крутний момент проводиться динамометричним ключем і спеціальною оправкою, зафіксованої замість мітчика. Після установки головки гайку зафіксувати замковим кільцем.
- після установки голівка готова до експлуатації і правильно відрегульована головка повинна забезпечити плавне нарізування різьби мітчиком, при упорі мітчика в дно глухого отвору поява тріска в голівці сигналізує про припинення обертання мітчика.
- при нарізуванні різьби з дрібним кроком величина крутного моменту визначається за формулою:

де Мт - крутний момент по таблиці, Рх - крок нарізати різьблення, Р - великий крок різьби для даного діаметра.
Патрони різьбонарізні/
Threading chucks
Патрони призначені для кріплення
запобіжних головок, забезпечують
швидку зміну запобіжних головок.
Осьова компенсація похибок подачі верстата і кроку мітчика
F – розтягнення / extension
F1 – стиснення / compression
ТУ РБ 00223728.001-98