




Профілегибочний верстат ROCCIA SR 365
- Під замовлення
 Відправка з 26 серпня 2026
Відправка з 26 серпня 2026Ціну уточнюйте
- +380 (98) 656-44-32менеджер

- +380 (98) 656-44-32менеджер
-
Опис верстата
Основні правила гнуття
Верстат може виконувати гибку профілів як справа, так і зліва, як зручно оператору.
При згинанні спіралі отримати точно заданий діаметр можливо не завжди, на це впливають різні технічні причини, в тому числі товщина, міцність матеріалу. Проте найліпші результати можна отримати, слідуючи наступним рекомендаціям:Для гнуття дроту встановити циліндри таким чином, щоб валки стояли в нульовому положенні. Таким чином, без згинання утворюється замкнутий профіль між валками, відстань між валками повинно бути однакове. Встановіть "піднімає валок" циліндр в положення, достатня для отримання необхідного радіусу (для гнуття за один прохід). Зігніть профіль, перевірте за допомогою шаблону, якщо радіус великий, знову встановіть циліндр і повторіть перевірку. Цю операцію необхідно повторювати на прямому прутки до отримання необхідного діаметра за один прохід. Установка наступних прутків при великому радіусі виконується при знаходженні валків в положенні згинання (в робочому положенні). Таким чином валки можуть виконувати подгибку профілю. Якщо радіус маленький, встановіть валок, вставте пруток і рухайте валок вперед до отримання правильного положення, визначеного заздалегідь.
a. Встановити валки таким чином, щоб отримати діаметр спіралі на 3-4% менше необхідного діаметра;
b. За допомогою коригувальних валків збільшити діаметр до необхідного розміру, таким чином отримавши необхідний результат. Отримання окремих кілець
Отримання окремих кілець
Відрізати профіль за розміром (діаметр x 3,14) розрахованому по нейтральній лінії діаметра, додати 2 довжини спрямленных ділянок, почати гибку за кілька прийомів, поки 2 кінця не перетнуться, відрізати 2 спрямленных ділянки, продовжити гибку за кілька прийомів, поки не вийде ціле кільце.
Отримання з витками спіралі
Коли кінець профілю повертається до валків, зупиніть верстат і за допомогою важеля підніміть початок заходного витка до передньої частини валків і продовжите згинання до отримання необхідного профілю (в подібних випадках ефективність згинання знижується на 40%).
Отримання спіралі з кроком
Просувайте коректори вихідної сторони до отримання необхідного кроку. При згинанні труб рекомендується замінити коригуючий валок. При згинанні великого і тонкого профілю в межах радіусу буде спостерігатися постійна хвилястість, яка виникає в результаті зазору між профілем і валком. Для вирішення даної проблеми закрийте запірний кільце валка (в подібних випадках ефективність згинання знижується на 40%).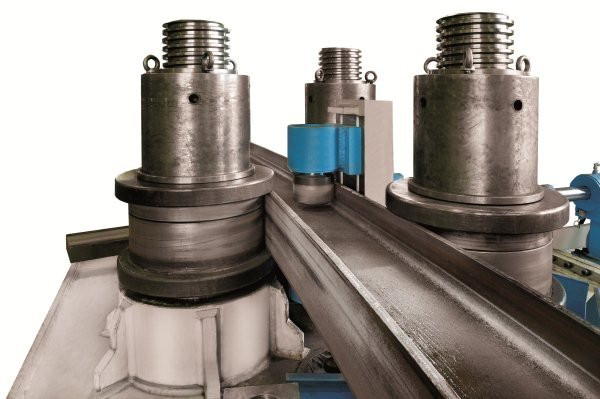 Гнуття профілю
Гнуття профілю
На профільних верстатах з трьома валками при згинанні великих профілів часто буває складно отримати постійні радіуси. Це відбувається з-за різної периферійної швидкості між внутрішнім і зовнішнім діаметром кільця. Незважаючи на велику швидкість зовнішніх валків, механічна настроювання верстата не може забезпечити рівномірність переміщення профілю з-за великої кількості можливих діаметрів. Для запобігання цієї проблеми необхідно встановити пристрій обмеження крутного моменту на центральному валці. Можлива також установка компенсаційного клапана в гідравлічну систему, що може відрегулювати швидкість центрального валка і швидкість зовнішніх валків, незалежно від радіуса згину.
Комплектуючі частини верстата
1.Планетарний привід BREVINI, DINAMIC OIL (Італія);
2.Гідравлічні двигуни SAI, INTERMOT (Італія);
3.Гідравлічні клапани ARON, DUPLOMATIC (Італія);
4.Електричні частини TELEMECANIQUE (Франція);
5.Підшипники SKF, FAG, RKB, (Німеччина, Італія);
6.Загартовані вали LUCCHINI, FMA, NUOVA OFAR, VIENNA (Італія).
Вбудований комп'ютер відноситься до промислового типу і володіє сенсорним екраном з захисним склом IP55, яке оберігає його від пилу і вологи. Керуючі клавіші розташовані у відповідності з логікою використання. Клавіші, які оператор використовує найчастіше, розташовані найбільш ергономічним чином. Інженерна служба компанії MG, по вашому запиту може змінити систему під ваші виробничі потреби.
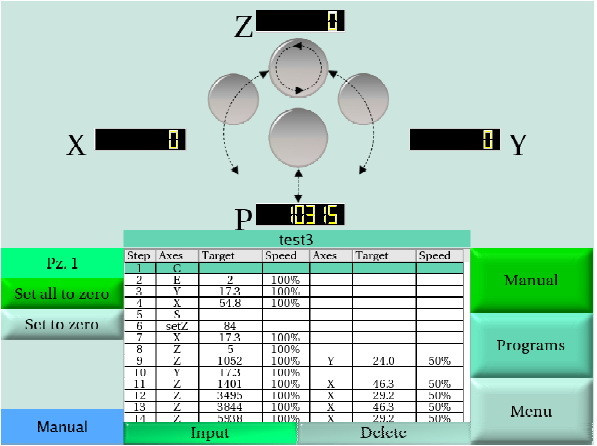
Система NC запускається автоматично при включенні верстата – спочатку стартує операційна система, потім NC управління.
Через кілька секунд після включення система вже готова до роботи, на екрані з'являється стартове вікно.
Дане вікно в режимі реального часу відображає всі доступні осі (X, Y, Z тощо). При використанні пульта управління для переміщення по осях в даному вікні ви побачите мінливі цифри.
Значення відображаються в реальному часі незалежно від того, який встановлений режим роботи (ручний або автоматичний).
Положення бічних гибочних валків відображається як X і Y (X для лівого валка, Y – для правого). Значення Z відображає обертання верхнього валка і відповідно, лінійне переміщення (подача) матеріалу, виражене в міліметрах.
В залежності від наявності встановлених опцій в даному вікні може відображатися більше осей. Вікно ручного управління містить клавіші для скидання положення різних осей. Натискання поверне вісь X axis на нуль. Відповідно для повернення осей Y і Z, використовуються клавіші , і так далі. Натискання клавіші відкриває вікно основного меню (MAIN MENU). - Зчитування даних по трьох осях: дві осі - переміщення бічних валків, третя вісь - програмування довжини прокатки листа.
- Програмування вертикального або бокового підтримує супорта.
- Самообучаемая система програмування.
- Програмована відкидна опора і функція сходження валків.
- Об'єм пам'яті 300 програм по 99 кроків кожна
- Інтерфейс RS-232
- Підтримка через модем (на вимогу)
- Програмне забезпечення для передачі даних PC
-
Передня панель забезпечена великою кількістю портів введення-виведення: 2 USB, 1 Serial, 1 Ethernet.
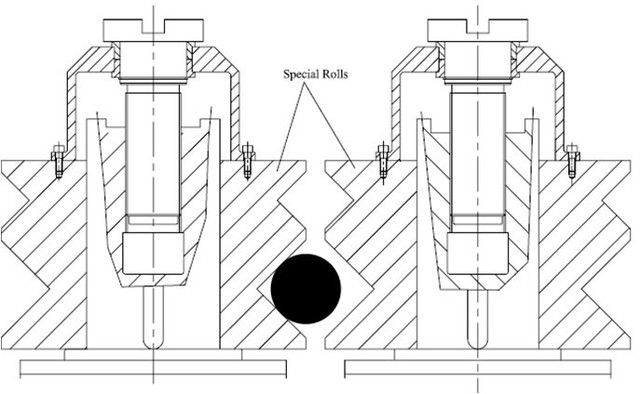
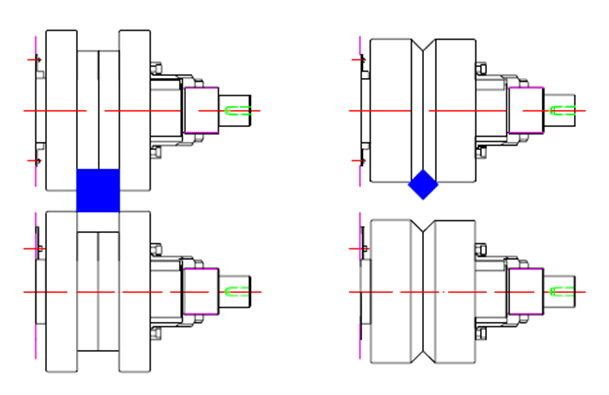
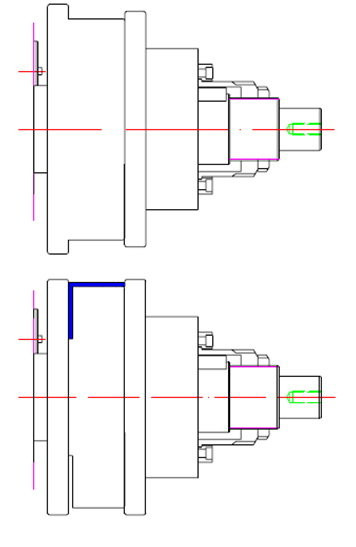
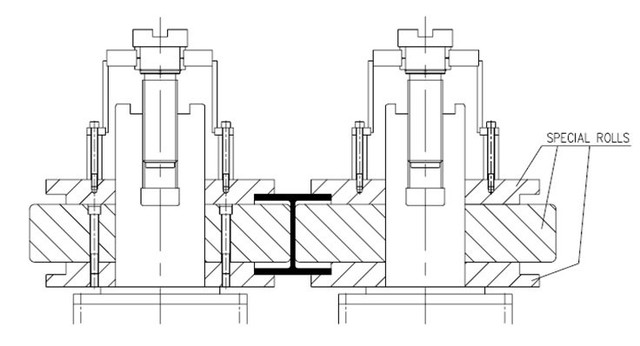
Система, що запобігає скручування при згинанні U,H,I профілів
Система дозволяє уникнути деформації профілю (отримання спіралі). За запитом може бути укомплектована додатковими ролики під потрібний розмір каналу.Спеціальні ролики для гнуття
Ми зробимо для вас спеціальні ролики під ваш профіль.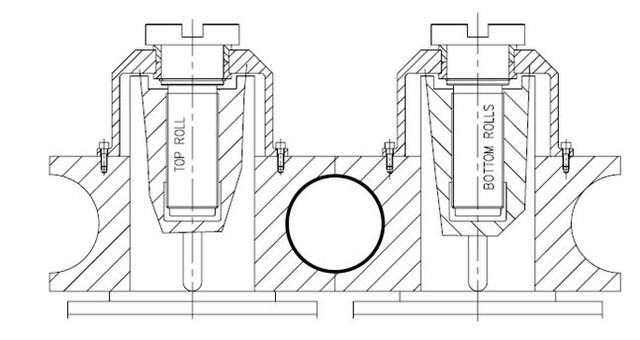
Стандартна комплектація:
- Високоміцна сталева конструкція;
- Привід трьох валів;
- Планетарне рух гибочних роликів за рахунок гідравліки;
- Гідравлічне тристороння рух бічних напрямних;
- Вали індукційно загартовані;
- Захист від перевантаження;
- Пересувна панель управління на колесах;
- Набір універсальних роликів;
- Робота у вертикальному і горизонтальному положенні;
- Інструкції російською мовою;
- Відповідність нормам РЄ.
Додаткова комплектація:
- Пристрій для вимірювання радіусів;
- Система охолодження масла;
- Центральна підтримка 600 кг,1 300мм;
- Центральна підтримка 1 600 кг,2 300мм;
- Передня підтримка для спіралей 6000 мм;
- Система запобігає скручування при згинанні U,H,I профілів;
- NC контролер NEXUS touch screen;
- Система ЧПУ Touch Command EVO;
- Спеціальні ролики для гнуття
Багатомовний інтерфейс, включаючи російську мову.
Відкрита конфігурація з можливістю розширення і модернізації.
Кількість збережених програм практично не обмеженоКількість кадрів в програмі практично не обмежено
Операційна система Linux
Материнська плата нового покоління, що відповідає стандартам Rohs
Вбудована графічна карта з апаратною підтримкою 3D
Процесор Celeron Mobile 1.5 ГГц зі зниженою температурою роботи (найкращий варіант для роботи в цехових приміщеннях)
Пам'ять DIMM DDR 1 ГГц
Пряме підключення дисплея LVDS залишає вільним порт VGA, який можна використовувати для підключення зовнішнього монітора
Сенсорний екран відповідає стандартам RohsВычислительная потужність зросла в три рази в порівнянні з попередніми версіями
-
Технічні характеристики
Технічні дані Од.зм. SR 365 Діаметр штифта мм Ø 365 Діаметр валків мм Ø 800 Потужність двигуна кВт 75 Швидкість гнуття м/хв 5 Вага кг 60000 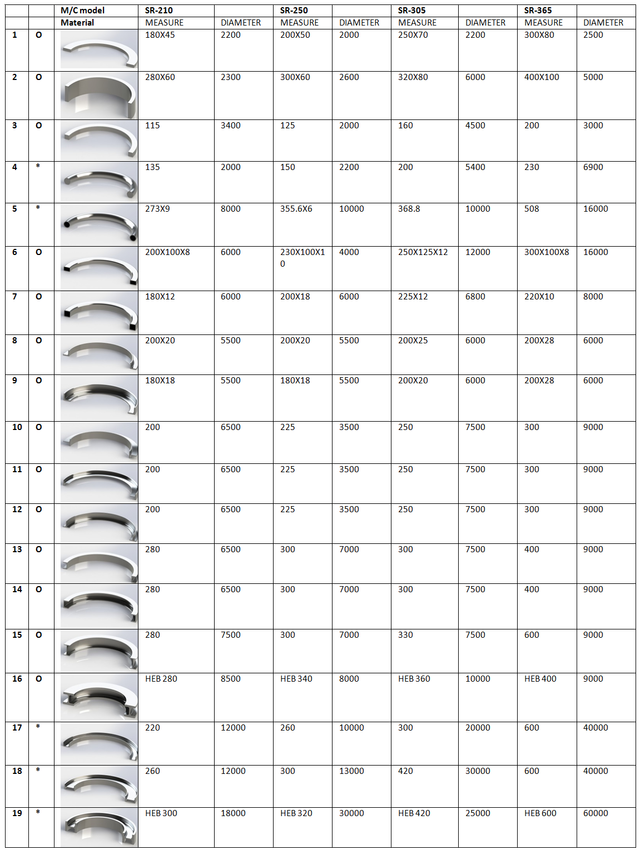
-
| Основні | |
|---|---|
| Виробник | Karnasch |
| Країна виробник | Німеччина |
| Додатковий сервіс | Сервісне обслуговування, Установка, Навчання |
| Стан | Новий |
- Ціна: Ціну уточнюйте